System Integration / Process Analyzer System Integration / Sample Recovery System
Sample Recovery System
Efficiency and Safety in Sample Recovery
Socrate S.p.A. designs advanced sample recovery systems to ensure the safe and reliable return of samples analyzed in industrial processes. With skid-mounted solutions, level indicators, and optimized pumps, our systems reduce operating costs and improve efficiency in all types of applications.



The need to reduce operating costs has led to the development of more reliable and efficient sample recovery systems, mainly used to recover liquid samples entering and leaving analyzers and return them to the process line.
Socrate S.p.A. has in-depth knowledge of the safety issues associated with these skids and manufactures sample recovery systems suitable for any type of application, combining optimal design with excellent execution.
Operational function
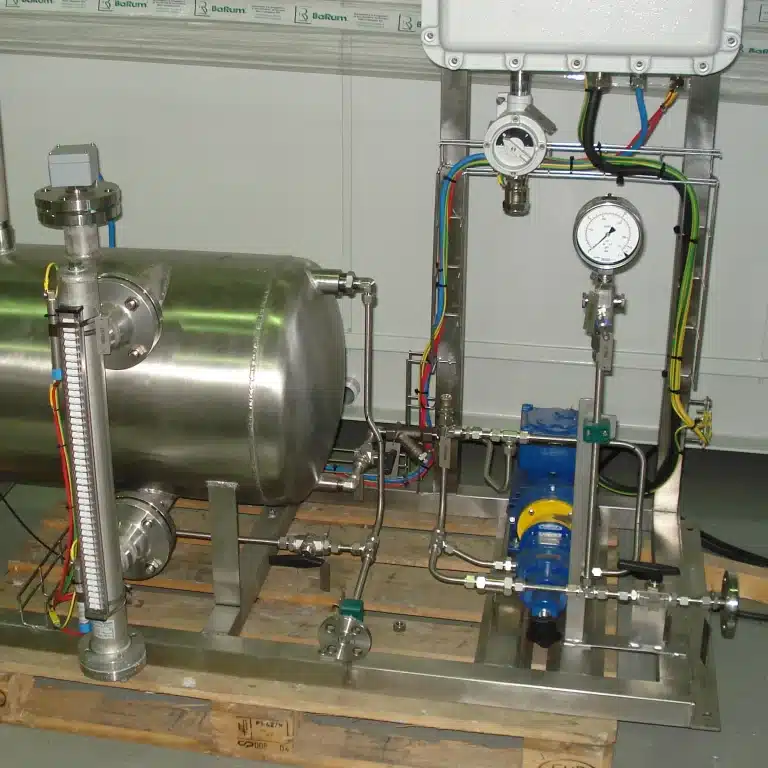
“The sample exhausted by the analyzer and sample conditioning systems (drainage) will be collected in a skid-mounted sample recovery system consisting of a collection vessel with level indicators and level switches and a pump of suitable size to return the sample to the process. The complete unit, together with all electrical equipment (power distribution, pump start and stop panel, and pump logic), will be mounted on an independent metal structure to be located near the analyzer cabinet or enclosure.
The sample drains from the analyzers will be connected to the top of the vessel. The tank will be equipped with four level switches (High; HH and Low; LL) for activating/deactivating the pump: one for the low level alarm (LL Alarm) and one for the high level alarm (HH). The pump discharge (1 or 2) will be connected to a preselected point in the process.
When the level in the tank reaches a predetermined high position (High Level), the pump is started to return the sample to the process. When the level reaches a predetermined low position (L level), the pump is stopped. The level switches (HH) and (LL) are used for high and low level alarms and for protecting the tank and pump, respectively.
Normally, the tank will be sized to ensure a waiting time of at least 30 minutes between the level switches and the pump starting. The pump will have a minimum design capacity equal to 200% of the total sample flow rate. The tank capacity depends on the number of analyzers and samples processed. The control unit (PLC) must be installed in the Eex-d box.
Need a customized solution?
Technical specifications:
- Electrical construction: Safe area; Zone 2 or Zone 1
- Electrical certification: Eex-d IIC T3 or IIB+H2
- Tank type: painted carbon steel; stainless steel 304 or 316
- Tank capacity: 50-100-200L depending on spacing
- Pump: 1 or 2 (the second pump acts as a backup)
- Where necessary: Electric or steam heating
You will be contacted within 24 hours.